
/ Свяжитесь с нами
Zhejiang Linchuan Machinery Manufacturing Co., Ltd.
Китай, провинция Чжэцзян, город Цзиньхуа, район Учэн, развивающаяся зона Цзиньси, улица Вэньбо, дом 88
+86-13605822008
2026-05-15
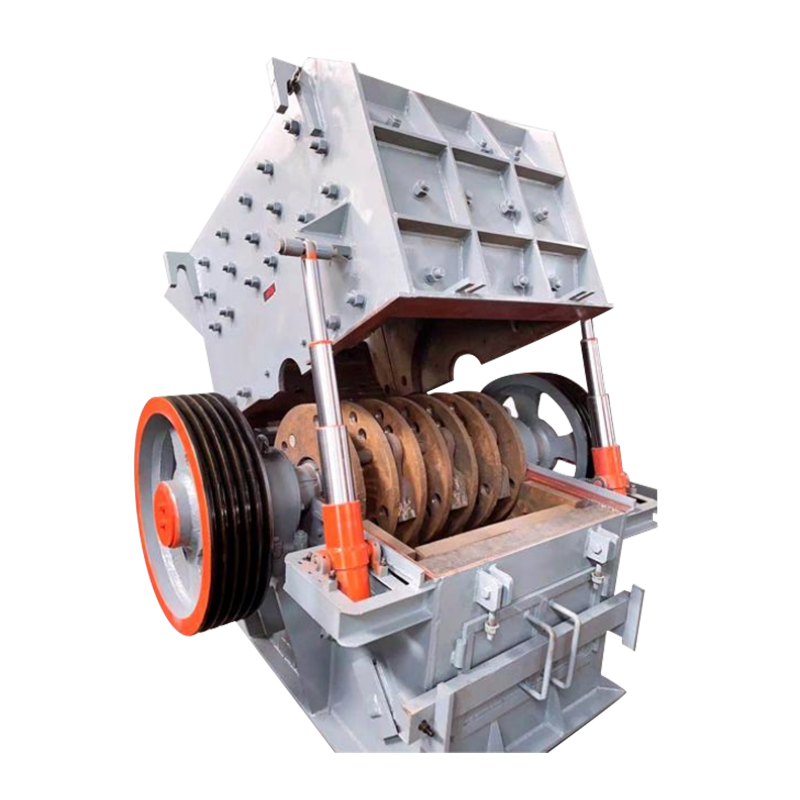
Стандартная плоская молотковая головка (тип с двумя отверстиями): обычная конструкция молотковых дробилок на цементных заводах и заводах по производству заполнителей. Головка молота имеет прямоугольный профиль с двумя крепежными отверстиями (диаметром 22-30 мм), расположенными на расстоянии 80-120 мм друг от друга. Вес колеблется от 5 кг до 30 кг. Рабочая кромка прямая или слегка изогнутая. Срок службы 200-600 часов, в зависимости от твердости материала. Эти молоты используются для дробления известняка, угля, гипса и клинкера.
Сверхмощный Т-образный молоток: поперечное сечение напоминает букву «Т» с более толстой задней частью (40–60 мм) и более узкой ударной кромкой (20–30 мм). Т-образная форма концентрирует массу молота к ударной поверхности, увеличивая силу дробления на 15–25 процентов по сравнению с плоскими конструкциями того же веса. Они предназначены для дробилок первичного дробления, работающих с крупными кусками сырья (300–500 мм) и твердыми материалами, такими как гранит, базальт и железная руда.
Молот со сверхвысоким содержанием марганца (Mn18Cr2 или Mn22Cr2): Они содержат 18-22 процента марганца и 2 процента хрома. Добавка хрома повышает твердость со 180–220 HB (в литом состоянии) до 220–260 HB при сохранении ударной вязкости на уровне 120–180 Дж/см². Молотки со сверхвысоким содержанием марганца используются при переработке отходов (бетон, асфальт, металлолом), где присутствуют как абразивные, так и высокие ударные нагрузки.
Молотковая вставка из цементированного карбида: Стандартная молотковая головка из высокомарганцовистой стали с карбид-вольфрамовыми выступами (диаметром 6-12 мм), вставленная в рабочую поверхность. Твердый сплав имеет твердость 1600–1800 HV по сравнению с 450–550 HV для стальной матрицы. Твердосплавные вставки выступают над поверхностью стали на 2–5 мм, защищая более мягкую сталь от истирания. Срок службы в 2-3 раза дольше, чем у безвставных молотков. Они используются для высокоабразивных материалов, таких как кварц, речная галька и ферросилиций.
Высокомарганцевые марки стали обозначаются по содержанию марганца. Наиболее распространенной маркой является Mn13 (также называемая сталью Гадфилда, в честь ее изобретателя Роберта Хэдфилда). Его номинальный состав: углерод 1,0-1,4%, марганец 12-14%, кремний 0,3-0,8%, остальное железо. Высокое содержание марганца стабилизирует аустенитную фазу при комнатной температуре. В литом состоянии сталь имеет твердость 180-220 НВ и сравнительно низкую прочность на разрыв (600-700 МПа). Однако когда поверхность подвергается удару или высокому давлению (более 500 МПа), аустенит локально превращается в мартенсит⁷. Это преобразование вызвано деформацией: кристаллическая структура изменяется от гранецентрированной кубической (аустенит, FCC) к объемноцентрированной тетрагональной (мартенсит, BCT). Мартенсит имеет твердость 500-600 HV, примерно в три раза тверже исходного аустенита. Трансформация требует энергии удара, поэтому сталь не так легко растрескивается; вместо этого он закаляется⁸. Типичная молотковая дробилка достигает поверхностной твердости 450-550 HV после 30-60 минут работы.
Скорость наклепа зависит от содержания марганца. Mn13 достигает максимальной твердости поверхности 500-550 HV. Mn18 (16-19 процентов Mn) достигает 550-600 HV, но для инициирования превращения требуется более высокая энергия удара (150 Дж против 80 Дж для Mn13). Для применений с легкими ударами (например, дробление угля, где энергия удара на молот составляет 20–30 Дж), Mn13 лучше подходит, поскольку он упрочняется при более низких уровнях удара. Для тяжелых условий эксплуатации (дробление руды, 80-120 Дж на удар) Mn18 обеспечивает более высокую конечную твердость. Содержание углерода также влияет на свойства: более низкое содержание углерода (0,9–1,1 процента) повышает ударную вязкость (ударная вязкость 150–200 Дж/см²), но снижает достижимую твердость (максимум 450–500 HV). Более высокое содержание углерода (1,2–1,4 процента) повышает твердость (550–600 HV), но снижает ударную вязкость (80–120 Дж/см²). Компромиссная марка Mn13Cr2 добавляет 2 процента хрома, что увеличивает растворимость углерода и образует карбиды хрома. Эти карбиды имеют твердость 1200–1500 HV, что обеспечивает износостойкость еще до наклепа. Однако хром также снижает пластичность стали: удлинение падает с 25-35 процентов для Mn13 до 15-25 процентов для Mn13Cr2⁹.
Термическая обработка высокомарганцевой стали отличается от других сталей. Материал нагревают до 1050-1100°С (температура аустенизации) и выдерживают 30-60 минут на 25 мм толщины шлифа. Затем его закаливают в воде (от 1050°С до ниже 200°С за 30 секунд). Этот процесс, называемый «обработкой на раствор», сохраняет углерод растворенным в аустените. Медленное охлаждение (например, охлаждение на воздухе) приведет к осаждению карбидов на границах зерен, что сделает сталь хрупкой. Правильно обработанная головка молотка имеет ударную вязкость 150–200 Дж/см² (V-образный надрез по Шарпи) и удлинение 25–35 процентов. После эксплуатации (нагартовки) удлинение падает до 5-10 процентов, но сталь остается достаточно прочной, чтобы противостоять растрескиванию в нормальных условиях эксплуатации. Скорость износа высокомарганцевого молота составляет примерно 0,5-2,0 г/т измельченного материала для известняка, 2-5 г/т для угля, 5-15 г/т для гранита или базальта. Это означает, что молот весом 20 кг, измельчающий 10 000 тонн известняка, теряет 50–200 граммов материала — срок службы составляет 100–400 часов, в зависимости от производительности.
ГОРЯЧИЕ ПРОДУКТЫ
интересно?
Свяжитесь с нами!

Китай, провинция Чжэцзян, город Цзиньхуа, район Учэн, развивающаяся зона Цзиньси, улица Вэньбо, дом 88

+86-18869925678
+86-13605822008
продукты
 English
English
 中文简体
中文简体
 русский
русский








